
帝鑫技术-专注解决精密零件加工难题!


五轴加工通过三个线性轴(X/Y/Z)与两个旋转轴(如 A/C 轴)联动,实现刀具姿态与位置的同步控制,可一次装夹完成复杂曲面加工。其核心是:旋转轴调整刀具角度(如绕 X 轴摆动、绕 Z 轴旋转),使刀刃始终垂直于曲面法向;多轴联动覆盖三维轨迹,解决三轴加工中深腔、倒扣面等结构限制,提升精度与效率,常用于航空航天、叶轮等精密零件制造。
发布日期:2025-09-26
蜗轮蜗杆旋向的判断有一些实用的口诀,常见的有 “左右手法则”,以下详细介绍:右旋蜗杆右手定则:对于右旋蜗杆,可用右手来判断。口诀是 “右手半握拳,四指顺着蜗杆转向,拇指指向就是蜗轮啮合点的线速度方向”。具体操作时,右手半握拳,让四指的弯曲方向与蜗杆的旋转方向一致,此时拇指所指的方向就是蜗轮在啮合点处的线速度方向,由此可以确定蜗轮的转动方向,进而判断出其旋向与蜗杆相同为右旋。应用场景:在一些需要明确
发布日期:2025-09-24
问题类型可能原因解决方案表面振纹明显刀具悬伸过长、切削参数不当缩短刀杆长度、降低切削速度 / 进给量沟槽尺寸超差刀具磨损、铣刀跳动(径向圆跳动>0.02mm)更换刀具、校准刀柄跳动切削噪声异常顺铣时丝杠间隙大、刀具刃口崩裂采用逆铣、检查刀具涂层(如 TiAlN 涂层磨损)工件热变形切削热积累、冷却不足改用高压冷却(如油雾冷却)、分层切削
发布日期:2025-09-10
以下是对齿轮常见形状及适用场景的具体介绍:圆柱齿轮直齿圆柱齿轮:适用于中低速传动,常用于小型机床的进给系统、简易的农业机械等对传动平稳性要求不高、负载相对较小的场合,具有结构简单、成本较低的优点,但高速运转时噪音较大。斜齿圆柱齿轮:适用于中高速传动,常用于汽车变速器、工业减速机、航空发动机等领域,其重合度较大,承载能力较高,可使传动更加平稳,冲击和噪声小,但会产生轴向力。人字齿轮:用于高功率传动,
发布日期:2025-09-10
铣削加工是指使用铣刀、齿轮等机械对金属、木材等材料的表面进行切削的加工技术之一。常用于在圆柱面上通过多个刀具加工出各种形状或平面,也会使用外周面和端面带有切削刃、可切削复杂图案的立铣刀等工具。铣削加工凭借其能再现复杂形状的灵活性和高精度,成为制造业中不可或缺的技术。通过改变使用的工具类型、加工方向,或通过编程控制机械运动,可实现数毫米以下的尺寸管理。此外,切削加工主要分为铣削加工和车削加工。两者的
发布日期:2025-06-12
CNC 加工的优点与机械加工应用中使用的其他类型计算机数值控制一样,CNC 铣削加工具有以下优点:高精度无论是制作初始原型还是最终产品,项目都能严格符合 CAD 或 CAM 文件指定的尺寸,确保可靠性。这种高精度带来了诸多优势,例如提升生产效率、减少材料浪费,同时最大化硬件处理成本效益。CNC 铣削加工的极高精度使其适用于航空航天和医疗领域 —— 这些场景要求零误差且需精准执行细节。多样性立式和卧
发布日期:2025-06-11
铣削的优点:加工范围广:能加工平面、沟槽、齿轮等多种表面。精度较高:普通铣削精度达 IT8-IT10,精密铣削可达更高精度。效率高:多刃切削,进给快,数控铣可多轴联动减少装夹次数。刀具多样:有端铣刀、立铣刀等,更换方便。自动化强:数控铣可编程自动化加工,适合批量生产。铣削的缺点:成本高:设备(如加工中心)和刀具价格贵。有局限:深孔、高硬度材料加工效果差,薄壁件易变形。条件复杂:切削易振动,需充分冷
发布日期:2025-06-11
铣削可用于加工多种表面和零件,常见应用包括:平面加工:如底板、盖板的平面铣削。沟槽加工:键槽、T 形槽、燕尾槽等。轮廓加工:复杂的平面轮廓(如凸轮轮廓)或三维轮廓(如模具型腔)。齿轮加工:通过专用铣刀加工直齿、斜齿等齿轮。曲面加工:在数控铣床上加工叶片、叶轮等曲面零件。孔加工:利用铣刀进行钻孔、扩孔等操作(部分场景下)。
发布日期:2025-06-11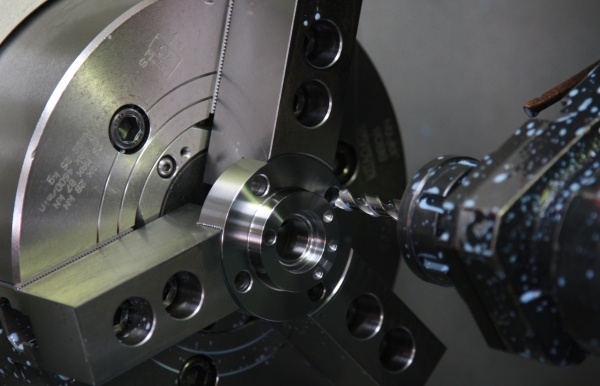
问题类型可能原因解决方案表面粗糙度超差进给量过大、刀具磨损、工件振动降低进给量、更换刀具、加固装夹尺寸超差刀具磨损、机床间隙、编程误差(数控)补偿刀具磨损、调整机床、校验程序刀具异常损坏切削速度过高、切削力过大降低 v_c、减小 a_p、使用切削液工件变形装夹力过大、切削热集中采用弹性夹具、分层切削、加强冷却
发布日期:2025-06-11专注高精密零部件制造商,支持来图来样来料加工
加工定制专注精密零部件的定制、加工、制造
来图定制严格按照图纸和样品的尺寸规格生产
工艺精湛模具零件加工尺寸精度误差可控制在0.001MM
快速出样生产工艺严谨规范,快速打样,准时发货
 邮箱:dixinmojupeiian@163.com
邮箱:dixinmojupeiian@163.com 地址:广东省东莞市大朗镇犀牛陂甲田横一路2号
地址:广东省东莞市大朗镇犀牛陂甲田横一路2号
官方微信
Copyright © 2020-2026帝鑫技术(广东)有限公司 粤ICP备2023030564号 sitemap 专题


