
帝鑫技术-专注解决精密零件加工难题!


数控车削是一种 “减法” 加工工艺,通过从高速旋转的工件上去除材料来完成加工。工件被固定在卡盘上,卡盘每分钟可实现不同转数的旋转。当切削刀具与旋转的工件接触时,会去除材料并塑造出所需的形状。数控车床主要用于加工圆柱形或椭圆形零件,也可用于制造圆盘、锥形件、六边形等其他形状,或加工混合形状的零件。数控车床的类型可用于项目的数控车床主要有四种类型,包括:卧式车削中心这是一种采用水平主轴轴线的封闭式机床
发布日期:2025-07-03
CNC 加工的优势设计灵活性强:CNC 机床可生产具有复杂几何结构的零件,非常适合公差要求严格或细节丰富的部件。材料适应性广:可加工多种材料,包括硬质金属和塑料。加工精度高:能实现极小的公差和光滑的表面光洁度,适用于对精度要求极高的零件。CNC 加工的局限性大批量生产效率低:对于大批量生产,CNC 加工速度不及冲压工艺,导致单件成本更高。材料浪费较多:CNC 加工需要从实心坯料中去除材料,相比冲压
发布日期:2025-07-03
钣金冲压的优势生产速度快:非常适合批量生产,零件之间的换型调试时间极短。单位成本低:尤其在大批量生产中,初始模具调试完成后,单件成本会显著下降。材料浪费少:冲压工艺的材料利用率高,使用级进步模时效果更明显。钣金冲压的局限性初始调试成本高:定制模具的制作费用较为昂贵。设计灵活性有限:虽然能处理简单及中等复杂的几何形状,但难以实现 CNC 加工可轻松完成的精密结构。材料适用性受限:并非适用于所有材料,
发布日期:2025-07-03
四轴数控铣削是在三轴机床功能的基础上增加了围绕 X 轴旋转的第四轴,该附加轴通常被称为 A 轴。这一旋转轴的引入显著拓展了机床的加工能力,使其能够处理更复杂的零件几何形状,并在特定应用中提升加工效率。工作原理在四轴数控铣床中,工件可围绕某一轴旋转,同时切削工具沿 X、Y、Z 轴移动。这种配置支持:沿 X、Y、Z 轴的线性运动围绕单一轴的旋转运动旋转轴的实现主要有两种方式:旋转工作台:工件安装在可旋
发布日期:2025-07-03
三轴数控铣削是数控加工中最基础且应用最广泛的形式。这类机床通过沿三个相互垂直的轴(X、Y 和 Z 轴)移动切削工具来运行。这种配置使其能够完成广泛的加工操作,从而让三轴铣床具备多功能性,适用于多种应用场景。工作原理在三轴数控铣床中,机床的运动由笛卡尔坐标系定义:X 轴:表示平行于机床工作台的水平移动,通常为从左到右的方向。Y 轴:表示垂直于 X 轴的水平移动,通常为从前到后的方向。Z 轴:表示垂直
发布日期:2025-07-03
好的。可以的。本公司过去曾对贵方提供的硬铝(铝合金)进行切削加工,并运用三坐标测量机等设备确保精度。加工设备采用放置在恒温室内的多轴加工中心和车床,检测则利用同室内的三坐标测量机,以此实现精度保证。此外,迄今为止本公司的供货领域包括航空设备、FA(工厂自动化)设备内置的单元设备等。过去承接的案例中,多数是将其他材质替换为硬铝,除了轻量化需求外,也广泛应用于要求材料强度的场景。
发布日期:2025-07-03
量産精密金属加工成本降低中心也能够应对大型铝切削加工。过去的处理经验包括直径200毫米、长度150毫米的铝加工。我们拥有在恒温环境中运行的加工机和检测机,能够实现一致的生产。对于像铝这样的受温度影响大的产品,我们也能提供最佳的解决方案。
发布日期:2025-07-03
LAK51材料可用于产品成型吗?我们公司可以使用相当于SUS430材料的LAK51材料进行冷锻成型。SUS400系列材料在进行冷锻成型时,由于硬度较高,加工性较差,会导致形状受限。因此,我们公司利用不锈钢系的LAK51材料进行冷锻成型,提供此类产品。对于需要特殊形状并兼具耐腐蚀性的产品需求,LAK51材料可以说是合适的材料。如果您有成型案例需要了解,也随时联系我们。
发布日期:2025-07-03
由于产品所需的精度和形状不同,请先进行咨询。我们公司对以往全切削加工的零件・为实现无切削的冷挤压工艺提案・冷间压造+切削加工による高精度部品制作等等,根据所需的质量提供各种建议。工法转换到冷锻,对于量产零件而言,可以实现单个成本的降低,并且作为冷锻特有的优势,还可以实现高硬度化。量産精密金属加工 成本降低中心那么,我们提出了将此冷间压造进行替换,并进行了许多通过工艺转换来降低成本的提案。详细情况请
发布日期:2025-07-03
首先进行术语解释,冷锻是通过施加外力使金属材料变形到目标形状的一种塑性加工方法。接下来是优点和缺点如下。【优点】①尺寸精度高⇒可以达到类似磨削加工的高精度领域。②表面质量好⇒可以光滑表面形状。③加工速度快⇒由于模具成型,适合大量生产,生产效率非常高。【缺点】①需要模具⇒制作模具需要时间和费用。因此,不适合小批量生产。②不适合复杂形状⇒由于是强制变形金属的加工方法,因此无法进行大的变形。这种方法适用
发布日期:2025-07-03
是的,这是可能的。虽然根据批次有所不同,但我们擅长处理年产量超过50万个产品的订单,并且能够从几百个的试制开始进行生产,同时提供符合QCD的生产方法。这次是SUS316L材料的阀门部件的量产加工,因此必须进行切削加工。另外,对于阀门部件来说,需要有液体或气体流动的通道,由于这次侧面需要特殊形状,加工变得复杂,必须充分考虑加工方法。即使设计的形状是根据液体或气体的流量、方向等来考虑的,也有可能加工难
发布日期:2025-07-03
冷锻是通过在常温下对材料施加强大压力进行塑性变形,以形成所需形状的加工方法。冷锻加工的特点是能够制造高强度且表面质量优异的零件。当对不锈钢进行冷锻加工时,首先,不锈钢作为一种材料本身比较硬,因此在进行塑性变形时,其形状的自由度与SCM钢材相比较低,这是其一个特点。另一方面,与切削相比,切屑的量可以得到控制,因此在加工成本方面,可以认为这是一种具有高性价比的成型方法。例如,对于内径具有较深中空结构的
发布日期:2025-07-03
奥氏体不锈钢通常用作不锈钢材料中冷锻造的材料。典型的例子包括SUS304和SUS316。 Martensitic不锈钢不适合冷锻造,因为它们易于工作。我们可以根据形状选择材料,还可以提出用于复杂形状的LAK51材料。
发布日期:2025-06-26
铣削加工是指使用铣刀、齿轮等机械对金属、木材等材料的表面进行切削的加工技术之一。常用于在圆柱面上通过多个刀具加工出各种形状或平面,也会使用外周面和端面带有切削刃、可切削复杂图案的立铣刀等工具。铣削加工凭借其能再现复杂形状的灵活性和高精度,成为制造业中不可或缺的技术。通过改变使用的工具类型、加工方向,或通过编程控制机械运动,可实现数毫米以下的尺寸管理。此外,切削加工主要分为铣削加工和车削加工。两者的
发布日期:2025-06-12
CNC 加工的优点与机械加工应用中使用的其他类型计算机数值控制一样,CNC 铣削加工具有以下优点:高精度无论是制作初始原型还是最终产品,项目都能严格符合 CAD 或 CAM 文件指定的尺寸,确保可靠性。这种高精度带来了诸多优势,例如提升生产效率、减少材料浪费,同时最大化硬件处理成本效益。CNC 铣削加工的极高精度使其适用于航空航天和医疗领域 —— 这些场景要求零误差且需精准执行细节。多样性立式和卧
发布日期:2025-06-11
铣削的优点:加工范围广:能加工平面、沟槽、齿轮等多种表面。精度较高:普通铣削精度达 IT8-IT10,精密铣削可达更高精度。效率高:多刃切削,进给快,数控铣可多轴联动减少装夹次数。刀具多样:有端铣刀、立铣刀等,更换方便。自动化强:数控铣可编程自动化加工,适合批量生产。铣削的缺点:成本高:设备(如加工中心)和刀具价格贵。有局限:深孔、高硬度材料加工效果差,薄壁件易变形。条件复杂:切削易振动,需充分冷
发布日期:2025-06-11
铣削可用于加工多种表面和零件,常见应用包括:平面加工:如底板、盖板的平面铣削。沟槽加工:键槽、T 形槽、燕尾槽等。轮廓加工:复杂的平面轮廓(如凸轮轮廓)或三维轮廓(如模具型腔)。齿轮加工:通过专用铣刀加工直齿、斜齿等齿轮。曲面加工:在数控铣床上加工叶片、叶轮等曲面零件。孔加工:利用铣刀进行钻孔、扩孔等操作(部分场景下)。
发布日期:2025-06-11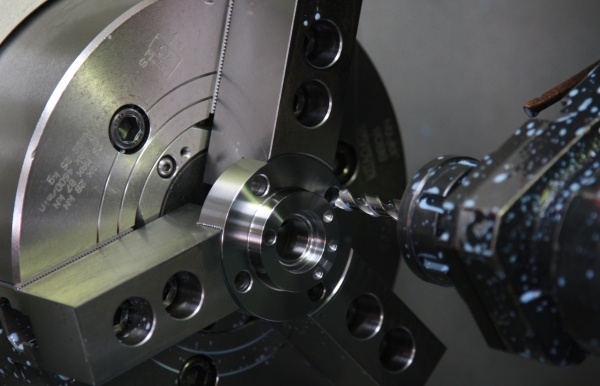
问题类型可能原因解决方案表面粗糙度超差进给量过大、刀具磨损、工件振动降低进给量、更换刀具、加固装夹尺寸超差刀具磨损、机床间隙、编程误差(数控)补偿刀具磨损、调整机床、校验程序刀具异常损坏切削速度过高、切削力过大降低 v_c、减小 a_p、使用切削液工件变形装夹力过大、切削热集中采用弹性夹具、分层切削、加强冷却
发布日期:2025-06-11
铣削加工中常见的刀具材料主要有以下几类,按性能和应用场景简单总结:一、高速钢(HSS)特点:硬度适中(HRC62-67),韧性好,易磨刃,成本低,但耐热性差(≤600℃)。适用:低速切削普通钢件、铸铁、铝合金,如立铣刀、齿轮铣刀。二、硬质合金特点:硬度高(HRC89-93),耐热性好(800-1000℃),切削速度是高速钢的 3-5 倍,但脆性大。分类:钨钴类(YG):如 YG6、YG8,适合铸铁
发布日期:2025-06-11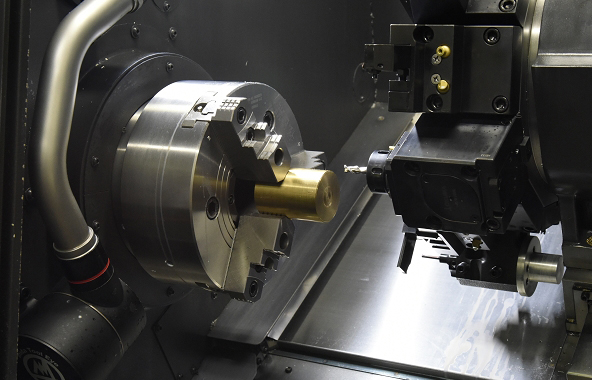
镗削和车削的加工精度受设备类型、刀具精度、工艺参数等因素影响,具体精度范围如下:一、镗削加工精度尺寸精度普通镗削:可达 IT9-IT7(公差范围约 0.025-0.1mm)。精密镗削(如坐标镗床、数控镗床):可达 IT7-IT6(公差范围约 0.01-0.025mm),甚至更高(如 IT5 级,公差约 0.008mm)。表面粗糙度普通镗削:Ra 值约 1.6-6.3μm。精密镗削(配合浮动镗刀、精
发布日期:2025-06-11专注高精密零部件制造商,支持来图来样来料加工
加工定制专注精密零部件的定制、加工、制造
来图定制严格按照图纸和样品的尺寸规格生产
工艺精湛模具零件加工尺寸精度误差可控制在0.001MM
快速出样生产工艺严谨规范,快速打样,准时发货
 邮箱:dixinmojupeiian@163.com
邮箱:dixinmojupeiian@163.com 地址:广东省东莞市大朗镇犀牛陂甲田横一路2号
地址:广东省东莞市大朗镇犀牛陂甲田横一路2号
官方微信
Copyright © 2020-2026帝鑫技术(广东)有限公司 粤ICP备2023030564号 sitemap 专题


