
帝鑫技术-专注解决精密零件加工难题!

无心磨也叫无心磨削,是磨削加工的一种。有导轮和磨削轮两个砂轮,导轮带动圆柱形工件在垫铁上转动,磨削轮对工件起磨削作用。无心磨属于周磨法。

工作原理
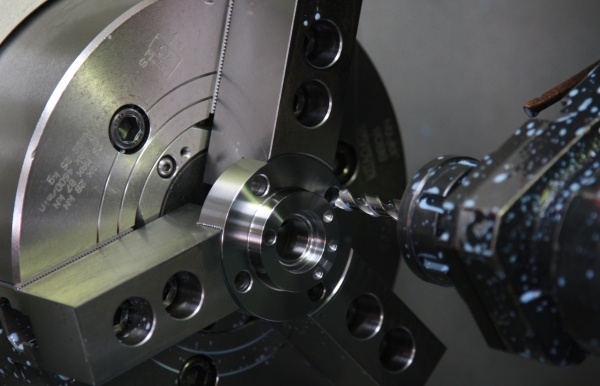
无心研削法它是由磨削砂轮,调整轮和工件支架(托架)三个机构构成,其中磨削砂轮实际担任磨削的工作,调整轮控制工件的旋转,并使工件发生进刀速度,至于工件支架乃在磨削时支撑工件,这三种机件可有数种配合的方法,但停止研磨除外,原理上都相同。
无心磨砂轮是安装在无心磨床上使用的一款砂轮,它与导轮、托板相互作用,组成的一种磨削方式,被加工的工件经托板托住,由导轮向托板方向圆周运动而带动工件旋转时由无心砂轮磨削,在磨削工件时表面质量较高,精度相对也很高,磨削中,选择砂轮粒度也相当重要,粗粒度的无心磨砂轮往往用于粗磨加工,只能加工要求不算高的工件,一般在加工时为了加快磨削速度,对加工量较大的工件第一道加工都会采用这种方法,这是由于它加工速度比较快的特点,但工件的光洁度较低。而细粒度的无心磨砂轮加工的工件质量精度则相反,其加工速度稍慢,但被加工的工件光洁度高,如选择的粒度适当可达到镜面效果,因此,选择无心磨砂轮是要根据工件的技术工艺要求具体进行选择。其中也包括砂轮的硬度、组织密度,粒度的选择。磨削不同的工件,选择的切削液也各不相同。普通的铁质,我们只需用普通的切削液,而磨铝类软质零件时需要用煤油来冷切。

与其他加工方式相比,三轴加工的优缺点是什么?优点:成本低:设备购置、维护费用远低于四 / 五轴,适合中小批量生产;易操作:编程(仅控 X/Y/Z 轴)、操作门槛...
镗削和车削是机械加工中两种不同的工艺方法,在加工原理、适用场景、设备工具等方面存在明显差异1. 加工原理镗削:镗刀旋转,工件 / 镗刀进给,用于扩孔或精镗孔。车...
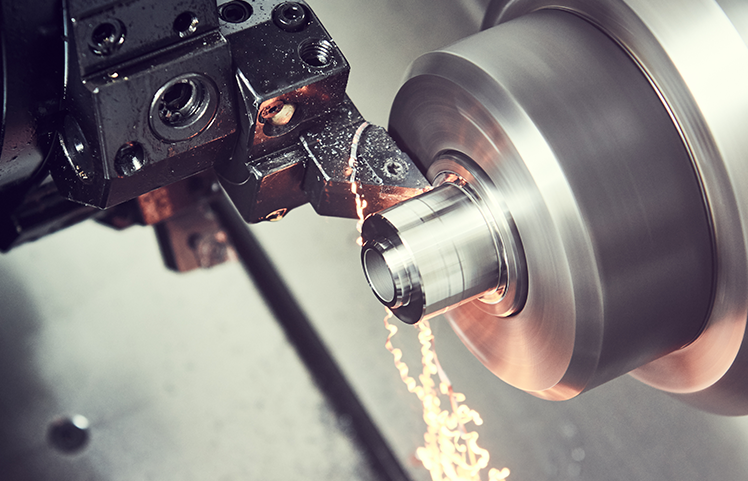
车削加工的核心原理运动机制:工件通过卡盘或顶尖夹持旋转(主运动),刀具沿轴向 / 径向进给(进给运动),两者配合实现材料切除。切削要素:包括切削速度(v)、进给...

精密加工的精度范围为0.1微米至3微米(即10-3微米)。具体可分为:加工精度范围常规精密加工:10微米至0.1微米超精密加工:0.3微米至0.03...

镗孔与钻孔虽同属内孔加工工艺,但在加工逻辑、适用场景及精度能力上差异显著,核心区别可从以下三方面清晰划分:一、加工方法:“从无到有” vs “从有到精”钻孔:以...

专注高精密零部件制造商,支持来图来样来料加工
加工定制专注精密零部件的定制、加工、制造
来图定制严格按照图纸和样品的尺寸规格生产
工艺精湛模具零件加工尺寸精度误差可控制在0.001MM
快速出样生产工艺严谨规范,快速打样,准时发货
 邮箱:dixinmojupeiian@163.com
邮箱:dixinmojupeiian@163.com 地址:广东省东莞市大朗镇犀牛陂甲田横一路2号
地址:广东省东莞市大朗镇犀牛陂甲田横一路2号
官方微信
Copyright © 2020-2026帝鑫技术(广东)有限公司 粤ICP备2023030564号 sitemap 专题


