
帝鑫技术-专注解决精密零件加工难题!

键槽螺纹轴需兼顾轴类基准、螺纹精度、键槽位置精度,核心是 “基准统一、先粗后精、先主后次”,以下为工艺方案:

基准统一:全程以轴两端中心孔为定位基准,避免误差累积;
先粗后精:先去余量(粗车 / 铣),后精加工(精车 / 磨 / 精铣),减少应力影响;
先主后次:优先加工外圆、螺纹(主特征),再加工键槽、倒角(次特征),防止螺纹变形。
| 工序序号 | 工序名称 | 核心内容 | 设备 | 关键目的 |
|---|---|---|---|---|
| 1 | 毛坯准备 | 热轧圆钢切断(直径 + 8~15mm,总长 + 5~10mm) | 锯床 | 留足加工余量 |
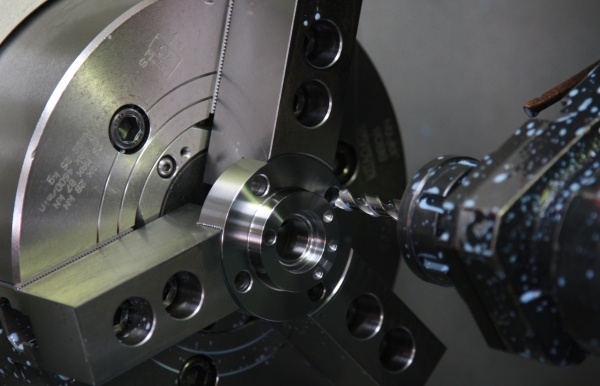
| 2 | 粗车基准 | 车两端端面 + 钻中心孔,粗车各段外圆(留 2~3mm 精车余量) | 车床 | 建立统一基准,粗除余量 |
| 3 | 调质热处理 | 820~860℃淬火 + 500~600℃回火,硬度 220~250HBW | 热处理炉 | 提升材料强度与韧性 |
| 4 | 半精车 | 半精车外圆(留 0.3~0.5mm 磨量),车螺纹退刀槽、倒角 | 数控车床 | 为螺纹 / 磨削做准备 |
| 5 | 螺纹加工 | 分 3~5 次走刀车螺纹(高精度 6g 需精车),用螺纹环规 / 三针法检测 | 数控车床 | 保证螺纹中径、螺距精度 |
| 6 | 键槽加工 | V 型块定位,粗铣键槽(留 0.1~0.2mm 精铣量)→精铣,键槽两端倒角 | 数控铣床 | 保证键槽宽度、深度及对称度 |
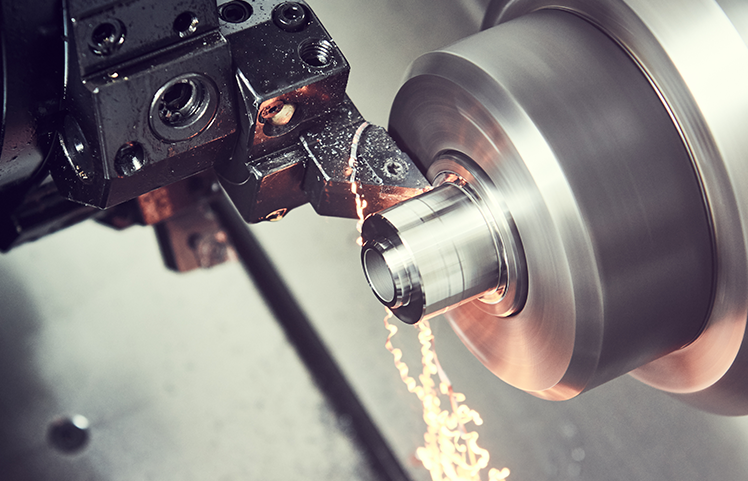
| 7 | 精磨外圆 | 中心孔定位,精磨外圆至 IT6-IT7 公差,磨端面保证总长 | 外圆磨床 | 提升外圆精度(Ra0.8-Ra1.6) |
| 8 | 去毛刺 + 清洗 | 锉刀 / 砂布去毛刺,煤油清洗铁屑油污 | 手工 / 清洗机 | 保证装配安全性与清洁度 |
| 9 | 最终检测 | 千分尺测外圆、螺纹环规测螺纹、对称度检具测键槽,确认达标 | 计量室 | 验证零件符合图纸要求 |
螺纹加工:高精度螺纹需多次走刀,用三针法实时测中径,避免乱牙(找正刀尖)、中径超差(按公式算吃刀深度);
键槽加工:百分表找正轴线(误差≤0.01mm),精铣每次吃刀≤0.05mm,防止对称度超差;
精磨外圆:修复中心孔(避免基准误差),平衡砂轮、保证冷却液充足,防止圆度超差、表面划痕。
不锈钢(如 304):用含钴刀具,加冷却油,螺纹 / 键槽加工进给量降 30%;
多键槽 / 梯形螺纹:数控一次装夹铣多键槽;梯形螺纹分粗 - 半精 - 精车三步,用专用环规检测。

与其他加工方式相比,三轴加工的优缺点是什么?优点:成本低:设备购置、维护费用远低于四 / 五轴,适合中小批量生产;易操作:编程(仅控 X/Y/Z 轴)、操作门槛...
镗削和车削是机械加工中两种不同的工艺方法,在加工原理、适用场景、设备工具等方面存在明显差异1. 加工原理镗削:镗刀旋转,工件 / 镗刀进给,用于扩孔或精镗孔。车...
车削加工的核心原理运动机制:工件通过卡盘或顶尖夹持旋转(主运动),刀具沿轴向 / 径向进给(进给运动),两者配合实现材料切除。切削要素:包括切削速度(v)、进给...

精密加工的精度范围为0.1微米至3微米(即10-3微米)。具体可分为:加工精度范围常规精密加工:10微米至0.1微米超精密加工:0.3微米至0.03...

镗孔与钻孔虽同属内孔加工工艺,但在加工逻辑、适用场景及精度能力上差异显著,核心区别可从以下三方面清晰划分:一、加工方法:“从无到有” vs “从有到精”钻孔:以...

专注高精密零部件制造商,支持来图来样来料加工
加工定制专注精密零部件的定制、加工、制造
来图定制严格按照图纸和样品的尺寸规格生产
工艺精湛模具零件加工尺寸精度误差可控制在0.001MM
快速出样生产工艺严谨规范,快速打样,准时发货
 邮箱:dixinmojupeiian@163.com
邮箱:dixinmojupeiian@163.com 地址:广东省东莞市大朗镇犀牛陂甲田横一路2号
地址:广东省东莞市大朗镇犀牛陂甲田横一路2号
官方微信
Copyright © 2020-2026帝鑫技术(广东)有限公司 粤ICP备2023030564号 sitemap 专题


