
帝鑫技术-专注解决精密零件加工难题!

二者为精密偶件,需保证配合间隙(0.005~0.015mm)、形位精度(圆柱度≤0.001mm)及表面质量(Ra≤0.4μm),工艺核心是控变形、保精度、提耐磨。

| 零件 | 常用材料 | 关键指标 |
|---|---|---|
| 阀芯 | 20CrMnTi(渗碳淬火)、38CrMoAlA(氮化) | 外圆公差 IT5~IT7,硬度 HRC58~62/HV800~1000 |
| 阀套 | 20CrMnTi、38CrMoAlA | 内孔公差 IT5~IT7,内外圆同轴度≤0.005mm |
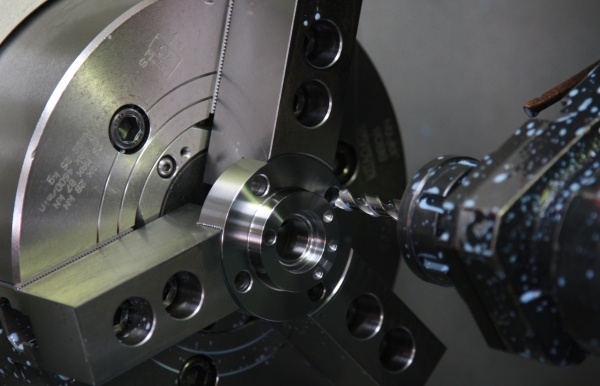
流程:原材料探伤→粗车(留余量)→调质(去应力)→精车→渗碳淬火 / 氮化→外圆精磨→超精磨(Ra0.1~0.2μm)→表面处理(镀铬)→检测
难点解决:用跟刀架防弯曲,调质后时效去应力,精磨采用小进给量。
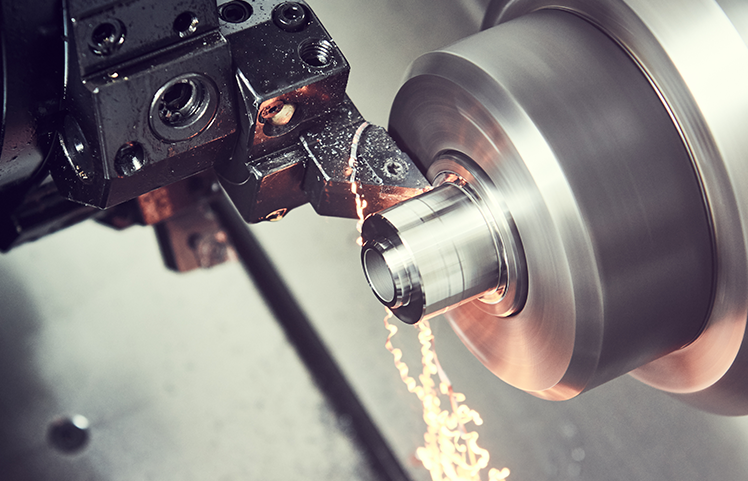
流程:无缝钢管探伤→粗车 / 深孔钻(留余量)→调质→精车 / 精镗→渗碳淬火 / 氮化→内圆精磨→珩磨(内孔 Ra0.1~0.2μm,形成储油网纹)→表面处理(内孔镀铬)→检测
难点解决:深孔用高压内冷钻,一次装夹加工内外圆保同轴度,珩磨控制涨缩量。
热处理:调质改善切削性,渗碳 / 氮化提表面硬度。
精密加工:阀芯靠超精磨,阀套靠珩磨保证最终精度。
配对要求:通过分组选配或配对研磨,确保配合间隙达标。

与其他加工方式相比,三轴加工的优缺点是什么?优点:成本低:设备购置、维护费用远低于四 / 五轴,适合中小批量生产;易操作:编程(仅控 X/Y/Z 轴)、操作门槛...
镗削和车削是机械加工中两种不同的工艺方法,在加工原理、适用场景、设备工具等方面存在明显差异1. 加工原理镗削:镗刀旋转,工件 / 镗刀进给,用于扩孔或精镗孔。车...
车削加工的核心原理运动机制:工件通过卡盘或顶尖夹持旋转(主运动),刀具沿轴向 / 径向进给(进给运动),两者配合实现材料切除。切削要素:包括切削速度(v)、进给...

精密加工的精度范围为0.1微米至3微米(即10-3微米)。具体可分为:加工精度范围常规精密加工:10微米至0.1微米超精密加工:0.3微米至0.03...

镗孔与钻孔虽同属内孔加工工艺,但在加工逻辑、适用场景及精度能力上差异显著,核心区别可从以下三方面清晰划分:一、加工方法:“从无到有” vs “从有到精”钻孔:以...

专注高精密零部件制造商,支持来图来样来料加工
加工定制专注精密零部件的定制、加工、制造
来图定制严格按照图纸和样品的尺寸规格生产
工艺精湛模具零件加工尺寸精度误差可控制在0.001MM
快速出样生产工艺严谨规范,快速打样,准时发货
 邮箱:dixinmojupeiian@163.com
邮箱:dixinmojupeiian@163.com 地址:广东省东莞市大朗镇犀牛陂甲田横一路2号
地址:广东省东莞市大朗镇犀牛陂甲田横一路2号
官方微信
Copyright © 2020-2026帝鑫技术(广东)有限公司 粤ICP备2023030564号 sitemap 专题


