
帝鑫技术-专注解决精密零件加工难题!


阶梯轴的常用材料需根据其受力情况、工作环境、精度要求及成本等因素选择,以下是最常用的几类材料:1. 碳素结构钢45 钢:应用最广泛的中等强度碳素钢,经调质处理(淬火 + 高温回火)后,强度、韧性和耐磨性均衡,适用于承受中等载荷、无特殊耐磨或耐腐蚀要求的阶梯轴(如普通齿轮轴、传动轴)。Q235、35 钢:强度较低,仅用于载荷小、转速低的不重要阶梯轴(如轻型机械的辅助轴)。2. 合金结构钢40Cr:最
发布日期:2025-08-19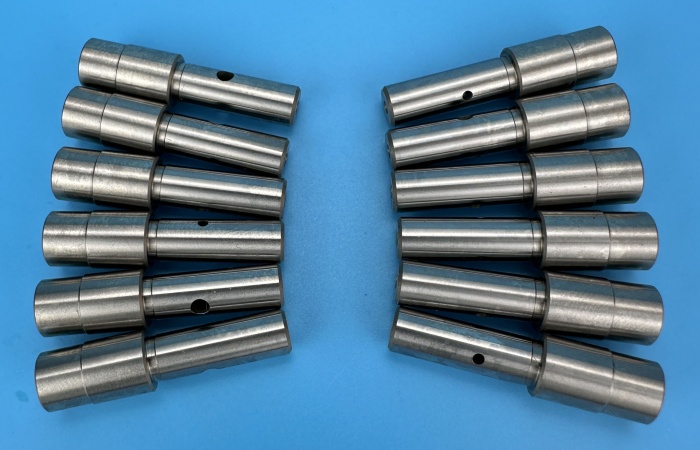
轴类零件加工工艺过程轴类零件加工需遵循 “粗加工→半精加工→热处理→精加工→辅助检验” 的核心流程,以保证尺寸精度、形状精度、位置精度和表面质量。以下是关键步骤:1. 原材料准备与毛坯制造选材:根据需求选用 45 钢(普通轴)、40Cr(高强度轴)、20CrMnTi(耐磨轴)等材料,形态为热轧圆钢(中小轴)或锻件(大尺寸 / 高载荷轴)。毛坯处理:通过锯床下料或锻造制坯,预留 5-10mm 加工余
发布日期:2025-08-19
磨床加工时间计算的重要性磨床加工是一种高精度的加工方法,用于加工各种精密的齿轮、轴等零部件。在生产中,准确地估算磨床加工所需的时间非常重要,可以帮助生产管理人员制定合理的生产计划和生产进度安排,提高生产效率和产品质量。粗磨时间计算方法粗磨是磨床加工的第一步,也是加工过程中的最关键步骤。一般来说,粗磨需要较长的时间来确保产品达到精度要求。在粗磨过程中,通常需要做多次切削,每次切削的时间需要根据切削量
发布日期:2025-08-19
外圆磨床加工费的常见计算方式外圆磨床加工费通常由以下三种方式决定:1.按工时计费:每小时50-300元不等(数据来源:2023年中国机械工业协会报告),具体取决于设备精度(如普通磨床80-150元/小时,数控高精度磨床200-300元/小时)和操作人员技术水平。2.按工件规格计费:根据加工件的直径、长度、表面粗糙度(如Ra0.8以下加收20%费用)和形位公差(如圆柱度≤0.005mm)单独报价。例
发布日期:2025-08-19
外圆磨加工价格通常根据机床类型、工件精度、加工批量等因素有所不同,以下是具体介绍:按机床类型及规格:万能外圆磨床 M1420(Φ125~220×350~1000):15 元 / 小时。万能外圆磨床 M1432A(M9025×500~1000):19 元 / 小时。万能外圆磨床 M1432B(Φ315~320×1500~3000):26 元 / 小时。万能外圆磨床 M1331A(Φ315~320×1
发布日期:2025-08-19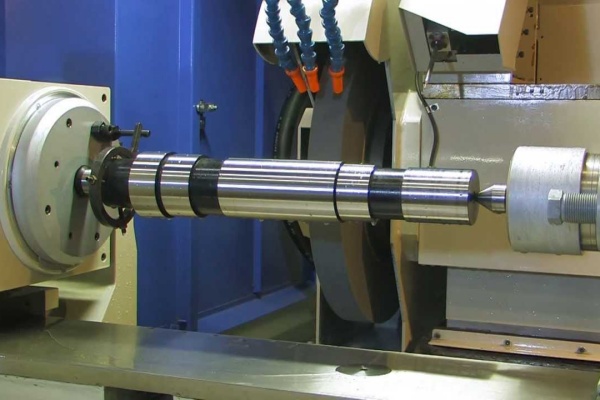
机器外圆磨加工中常见、影响较大的几种表面磨削缺陷,突出核心表现和主要原因:表面烧伤表现:表面出现黄、蓝、黑色氧化斑,伴随硬度下降。原因:磨削区温度过高(砂轮过硬 / 过细、进给量大、冷却不足等)。磨削裂纹表现:表面 / 亚表层出现网状、放射状细小裂纹(需探伤发现)。原因:热应力或机械应力过大(材料淬透性差、磨削温度过高、内应力未消除等)。表面粗糙度不合格表现:表面毛糙、有波纹、划痕或螺旋线,光洁度
发布日期:2025-08-19
模具冲头加工制作方法主要包括以下关键步骤,按流程可分为:一、毛坯处理选材下料:根据需求选合金工具钢(如 Cr12)、高速钢或硬质合金,用锯切或线切割下料,留 5-10mm 余量。锻造与退火:高强度材料需锻造优化组织,后经退火降低硬度、消除应力,便于后续加工。二、切削加工粗加工:车削(轴类外圆、端面)、铣削(平面、异形轮廓)、钻削(孔类),快速去余量,留 0.5-2mm 精加余量。精加工:磨削(平面
发布日期:2025-08-19
钨钢冲头是以碳化钨粉末与钴/镍粘合剂高温烧结成圆棒后,经精磨工艺加工而成的精密模具配件。其硬度可达HRA90-93,抗弯强度≥4000MPa,表面光洁度达Ra0.4,精度控制范围在±0.002mm以内。产品通过数控机床加工与真空热处理,配合抛光打磨装置实现镜面效果 ,广泛应用于五金冲压、电子元件成型及医疗器械模具领域,连续作业寿命可达普通钢冲头的30倍以上 。应用领域电子行业:用于连接器端子精密冲
发布日期:2025-08-19
液压阀阀芯、阀套的加工需满足高精度(如尺寸公差 IT5-IT7、表面粗糙度 Ra0.2-0.8μm)、低形位误差(如圆度、圆柱度≤0.001mm)要求,核心加工设备按工序可分为以下几类:一、基础外形 / 孔加工设备(粗加工 + 半精加工)主要用于加工阀芯 / 阀套的毛坯外形、中心孔、安装孔等基础结构,为后续精加工打基础。数控车床(CNC Lathe):核心设备,用于阀芯外圆、台阶、锥面,以及阀套外
发布日期:2025-08-18
硬质涂层类(核心提升耐磨性,适配高压 / 高速摩擦工况)适用于液压阀、伺服阀等高压、含颗粒介质或高频摩擦场景,涂层硬度高、抗磨损能力强。等离子喷涂(PS)/ 高速火焰喷涂(HVOF)常用材料:WC-Co(碳化钨 - 钴)、Al₂O₃(氧化铝)。关键特性:涂层硬度可达 HV 800-1200,结合力强;需后续研磨,精度可至 Ra 0.1-0.4μm。物理气相沉积(PVD)常用材料:TiN(氮化钛,金
发布日期:2025-08-18
电火花线切割加工的工作原理铜管焊接接头电火花线切割加工工艺包含若干关键步骤以实现精确加工效果,涵盖准备、切割、工艺控制、 machining(加工)和维护环节,具体步骤如下:准备环节工件准备:根据所需尺寸和形状准备工件(通常由金属等导电材料制成)。务必确保工件牢固固定在机器上,以防在电火花加工过程中发生位移。电极丝安装与张紧:将电极丝(通常为铜或黄铜材质)穿过导丝器,并在两个线轴之间张紧,以确保切
发布日期:2025-07-04
什么是数控车床?数控精密车床是一种用于对圆柱形或锥形零件进行精密加工的机床。精密数控车床采用旋转切削方式,固定切削刀具并使其沿工件的轴向移动,利用切削力将工件加工成所需的形状和尺寸。它通常适用于加工圆柱面或圆锥面,或在各种材料上加工高质量的圆柱或圆锥零件,例如轴、孔、台阶等。精密数控车床的结构通常较为简单,由主轴、进给箱、溜板箱、床身等部件组成。什么是数控铣床?精密数控铣床是一种用于加工各种形状和
发布日期:2025-07-04
顶尖的表面光洁度在表面光洁度方面,与其他加工方法相比,电火花加工(EDM)能产生高质量的表面效果。电火花成形加工(Die sinking EDM)和其他电火花加工设备利用电火花,可留下无瑕疵的表面光洁度。传统的钻孔和切削方法可能无法达到这种质量的表面光洁度,反而容易在工件表面产生粗糙感和痕迹。这是我们会向客户提及的优势之一,尤其是当他们追求产品更好的美观度和性能时。此外,无瑕疵的表面光洁度在医疗、
发布日期:2025-07-04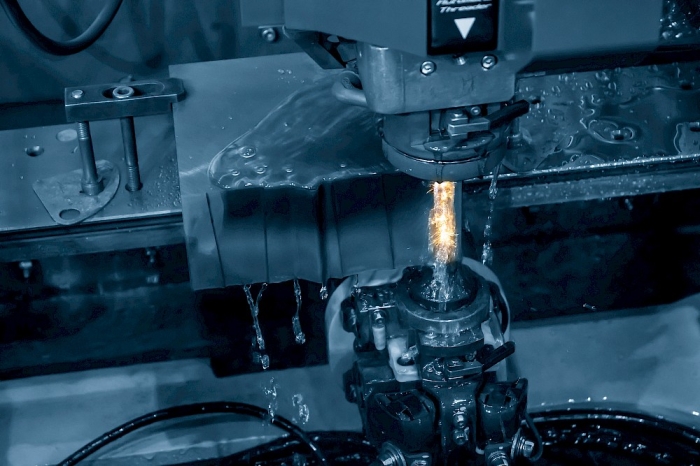
电火花加工主要分为三种常见类型:小孔电火花加工、线电火花加工和电火花成形加工,以下是具体介绍:小孔电火花加工(Hole Drilling EDM)小孔电火花加工,又称小孔钻削电火花加工,是一种用于孔加工的技术。与传统的钻孔技术不同,这种方法可以精确加工无需去毛刺的微小深孔。其基本原理与电火花成形加工相同,但它使用脉动圆柱电极,加工时会向切削区域注入介电流体,同时电极深入工件进行切割。该技术对高温涡
发布日期:2025-07-04
电火花加工控制面板电火花加工(Electrical Discharge Machining, EDM)是一种通过结合热能和电能从工件上去除材料的制造技术。这种非传统的加工方法常用于在硬质材料中加工复杂的几何形状、精细细节和复杂外形。由于电火花加工工艺不像传统加工工艺那样依靠机械力进行切削,因此被机械师视为非传统工艺。最初,机械师因无法加工高强度材料而感到困扰,从而发明了这种加工技术。当其他传统方法
发布日期:2025-07-04
在选择材料时,耐腐蚀性是一个关键因素,尤其是对于暴露在潮湿环境、化学物质或极端环境中的应用而言。尽管铝和钛都会形成保护性氧化层,但它们的抗腐蚀性能存在显著差异。了解这些差异有助于选择合适的材料,以确保长期耐用性。钛的卓越耐腐蚀性钛是现有金属中耐腐蚀性最强的金属之一。它能自然形成一层致密且稳定的氧化层,可保护其免受锈蚀和环境损害。该氧化层会持续再生,从而确保在恶劣条件下的长期抗腐蚀性。钛耐腐蚀性的主
发布日期:2025-07-04
铝和钛均广泛应用于各行业,但其独特性能会影响它们的表现。了解这些差异有助于为特定应用选择合适的材料。密度与重量铝的密度低,重量远轻于钛。钛的密度几乎是铝的两倍,但其强度更高。铝的轻质特性使其成为航空航天和汽车领域的理想选择,这些场景中减重至关重要。强度与硬度钛的强度和硬度显著高于铝,具备更好的耐用性和抗变形能力。铝虽硬度较低,但更易加工成型。钛的高强度使其适用于需要高承载力的场景,而铝更适合轻量化
发布日期:2025-07-04
数控车削的优势数控车削工艺具有诸多优势,包括:高精度加工:通过 CAD/CAM 软件消除人为误差,确保零件加工精度。制造灵活性:车床兼容多种材料和不同尺寸的零件,适应多样化生产需求。高效与快速:加工效率高、速度快,能在不牺牲质量的前提下确保零件按时推向市场。批量一致性:精确的工艺控制保证批量生产中零件的一致性。操作安全性:全封闭式加工环境,防止材料飞溅,保障操作安全。数控车削的劣势尽管优势显著,数
发布日期:2025-07-03
数控车削是一种 “减法” 加工工艺,通过从高速旋转的工件上去除材料来完成加工。工件被固定在卡盘上,卡盘每分钟可实现不同转数的旋转。当切削刀具与旋转的工件接触时,会去除材料并塑造出所需的形状。数控车床主要用于加工圆柱形或椭圆形零件,也可用于制造圆盘、锥形件、六边形等其他形状,或加工混合形状的零件。数控车床的类型可用于项目的数控车床主要有四种类型,包括:卧式车削中心这是一种采用水平主轴轴线的封闭式机床
发布日期:2025-07-03
四轴数控铣削是在三轴机床功能的基础上增加了围绕 X 轴旋转的第四轴,该附加轴通常被称为 A 轴。这一旋转轴的引入显著拓展了机床的加工能力,使其能够处理更复杂的零件几何形状,并在特定应用中提升加工效率。工作原理在四轴数控铣床中,工件可围绕某一轴旋转,同时切削工具沿 X、Y、Z 轴移动。这种配置支持:沿 X、Y、Z 轴的线性运动围绕单一轴的旋转运动旋转轴的实现主要有两种方式:旋转工作台:工件安装在可旋
发布日期:2025-07-03专注高精密零部件制造商,支持来图来样来料加工
加工定制专注精密零部件的定制、加工、制造
来图定制严格按照图纸和样品的尺寸规格生产
工艺精湛模具零件加工尺寸精度误差可控制在0.001MM
快速出样生产工艺严谨规范,快速打样,准时发货
 邮箱:dixinmojupeiian@163.com
邮箱:dixinmojupeiian@163.com 地址:广东省东莞市大朗镇犀牛陂甲田横一路2号
地址:广东省东莞市大朗镇犀牛陂甲田横一路2号
官方微信
Copyright © 2020-2026帝鑫技术(广东)有限公司 粤ICP备2023030564号 sitemap 专题


