
帝鑫技术-专注解决精密零件加工难题!


三轴加工三轴加工是数控加工(CNC Machining)中最基础、最广泛应用的加工方式之一,核心是通过三个线性运动轴(通常为 X 轴、Y 轴、Z 轴)的协同运动,实现对工件的铣削、钻孔、攻丝等加工操作。其技术成熟、成本可控,是机械制造、模具加工、汽车零部件等领域的 “基础加工方案”。三个轴的定义与功能三个轴相互垂直,分别对应空间中的三个维度,具体分工如下:坐标轴运动方向核心作用X 轴左右横向运动(
发布日期:2025-09-03
十字键槽轴的加工工艺是什么?1. 加工准备◦ 选料:45 钢(中低载荷)/40Cr(中高载荷),毛坯退火 / 正火(降硬度、消内应力);◦ 工装:V 型块(定位轴体)、键槽铣刀(直径 = 键槽宽)、百分表(找正)。1. 轴体粗半精加工◦ 粗车:车端面、外圆(留 2-3mm 余量),去除 70%-80% 毛坯料;◦ 调质:45 钢 840℃淬火 + 560℃回火(硬度 220-250HB);◦ 半精
发布日期:2025-09-03
钨钢冲头的应用领域哪些?五金冲压:广泛应用于各类五金零部件的冲压加工,如冲压螺母、螺栓、垫圈等。汽车制造:用于汽车零部件的生产,如发动机缸体、车身结构件等的冲压成型。精密电子:在精密电子设备的生产中,用于冲压电子元件、接插件等微小零部件,保证产品的精度和一致性。制药行业:因其具有抗酸碱不生锈、使用寿命长的特点,被用于制作冲压药片的冲头。
发布日期:2025-09-03
钨钢冲头的优点有哪些?高硬度与耐磨性:硬度可达 HRA 90-93,显微硬度高达 2200HV,耐磨性超过高速钢 10 倍以上,能承受高频率和高压力的使用,在频繁的冲击和切削过程中保持长时间的稳定性能。优异的刚性和抗变形能力:材料结构紧密,具备出色的刚性和抗变形能力,在高负荷和高速冲压操作中能保持准确度和稳定性,确保产品的一致性和质量,满足高精度加工的要求。良好的导热性能:能快速将高速切削和冲击作
发布日期:2025-09-03
不同的加工需求对应不同的 CNC 设备和工艺,常见类型如下:工艺类型核心设备加工特点应用场景CNC 铣削加工立式 / 卧式铣床、加工中心可实现平面、曲面、槽、孔等复杂结构加工手机中框、笔记本电脑外壳、汽车零部件CNC 车削加工数控车床适合圆柱形、圆锥形、螺纹等回转体结构加工轴承套、电机轴、液压接头CNC 钻孔 / 攻丝数控钻床、加工中心精准完成定位孔、螺纹孔加工,孔位公差极小电子设备支架、医疗器械
发布日期:2025-09-02
CNC铝件加工是指通过计算机数控(CNC)技术,对铝合金材料进行精准切削、铣削、钻孔、车削等加工,最终制成符合设计要求的精密零部件的过程。铝合金因重量轻、强度高、耐腐蚀、导热性好且易加工的特点,成为 CNC 加工中最常用的金属材料之一,广泛应用于航空航天、汽车、电子、医疗器械、消费电子(如手机中框、笔记本电脑外壳)等领域。CNC铝件加工的核心特点高精度:CNC 系统通过程序控制刀具运动,定位精度可
发布日期:2025-09-02
慢走丝线切割(Slow Wire Electrical Discharge Machining,简称慢走丝 EDM)是电火花加工(EDM)的重要分支,属于精密特种加工技术,核心原理是利用高频脉冲电流击穿电极丝与工件之间的绝缘介质(通常为去离子水),产生瞬时高温电弧蚀除工件材料,同时通过 “低速、单向 / 往复走丝” 保证加工精度与表面质量。其突出特点是高精度、低表面粗糙度、高稳定性,广泛应用于模具
发布日期:2025-09-02
蜗杆主要用于蜗轮蜗杆传动,核心适配 “大传动比、空间交错轴、可自锁、低噪声” 需求,具体用途集中在四大场景:工业机械:机床进给 / 分度、输送机减速、起重机升降(靠自锁防坠落);汽车领域:转向系统、车窗 / 座椅调节、倒挡机构;家电设备:洗衣机 / 微波炉驱动、电动窗帘 / 门锁(小体积低噪);精密设备:显微镜调焦、手术床调节(高精度平稳传动)。
发布日期:2025-09-02
镗孔,指的是对锻出,铸出或钻出孔的进一步加工。镗孔可扩大孔径,提高精度,减小表面粗糙度,还可以较好地纠正原来孔轴线的偏斜。镗孔的优点精度高、质量稳:能控制微米级尺寸,保证孔的尺寸(IT6-IT8 级)、形状(圆度≤0.005mm)和位置精度(同轴度≤0.01mm),表面粗糙度低(Ra 0.2-3.2μm)。适应性强:可加工毛坯孔、铸锻孔或已加工孔,孔径范围广(几毫米至数米),还能处理深孔、台阶孔等
发布日期:2025-09-02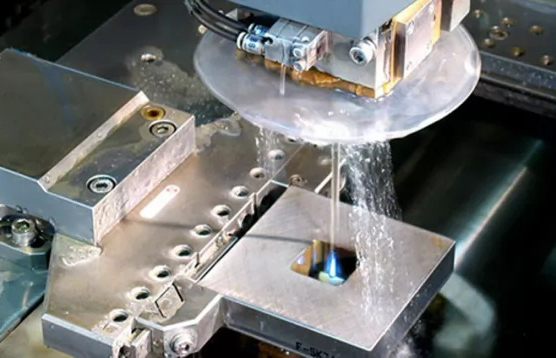
电火花加工和线切割加工的价格存在多方面区别,主要体现在计费方式、设备类型、加工精度等因素上,具体如下:计费方式电火花加工:通常按小时计费,根据设备类型、加工精度等不同,每小时价格在 30 元到 300 元之间。例如,普通精度的电火花加工价格一般在 30 元到 50 元每小时,精度要求较高的则可能达到 150 元到 300 元每小时。线切割加工:主要按切割面积计算,公式为费用 = 切割面积(平方毫米
发布日期:2025-09-02
切削齿轮的应用领域是什么?由于其高精度和高可靠性,切削齿轮广泛应用于需要稳定传动的核心设备:汽车工业:变速箱齿轮、驱动桥齿轮、电机齿轮(多采用滚齿 + 剃齿 / 磨齿工艺)。机床工业:主轴齿轮、进给系统齿轮(需高精度,常用展成磨齿)。航空航天:发动机齿轮、直升机传动齿轮(需高强度 + 高精度,用高强度合金 + 磨齿工艺)。通用机械:减速器、水泵、压缩机齿轮(根据负载选择滚齿或插齿)。
发布日期:2025-09-02
相比铸造、粉末冶金等齿轮制造工艺,切削齿轮的核心竞争力在于高精度和高可靠性,具体表现为:齿形精度高:可通过刀具设计和加工参数控制,实现 GB/T 10095 中 6 级及以上的精度(高端场景可达 3-4 级),减少传动噪音和振动。齿面质量好:切削后齿面粗糙度(Ra)可控制在 1.6-6.3μm,无需额外大量打磨即可满足啮合需求,降低后续加工成本。材料适应性广:可加工碳钢、合金钢、不锈钢、有色金属(
发布日期:2025-09-02
影响齿轮加工精度的因素有哪些?设备精度:滚齿机 / 磨齿机等设备的主轴跳动、导轨直线度,直接影响齿距、齿廓偏差;刀具精度:滚刀 / 插齿刀的刃形误差会 “复映” 到齿面,需匹配齿轮精度等级(如高精度齿轮用 AA 级滚刀);装夹质量:齿轮坯基准面(内孔、端面)跳动会导致定心不准,引发径向误差;热处理变形:渗碳淬火等工艺易致齿距收缩、齿向弯曲,需预留变形量或后续磨齿修正;检测把控:低精度靠卡尺检测,中
发布日期:2025-09-02
齿轮加工精度等级:齿轮精度等级是衡量整体精度的基础,国际标准(ISO 1328-1:2013)将圆柱齿轮精度分为0-12 级,数字越小精度越高:高精度级(0-4 级):极高精度,用于精密传动(如航空航天齿轮、高精度机床主轴齿轮),需采用超精密加工(如珩磨、研磨),加工成本高,生产难度大。中高精度级(5-8 级):工业领域最常用等级,覆盖多数通用机械(如汽车变速箱齿轮、电机齿轮),通过滚齿、插齿 +
发布日期:2025-09-02
斜齿轮作为机械传动中实现平稳啮合的关键部件,其加工工艺需兼顾齿形精度、螺旋角准确性及表面质量,核心围绕 “齿坯制备 - 齿形加工 - 精度优化 - 质量检测” 四大环节展开,具体流程及技术要点如下:一、加工前准备:工艺分析与参数确认加工前需明确斜齿轮的核心技术要求,为后续工序制定依据,关键参数包括:基础参数:模数(m)、齿数(z)、压力角(α,通常 20°)、螺旋角(β,决定啮合平稳性,一般 8°
发布日期:2025-09-02
线切割加工的精度因机床类型不同而有所差异,快走丝线切割精度一般在 ±0.01-±0.02mm,中走丝线切割精度可达 ±0.005-±0.01mm,慢走丝线切割精度最高,通常能达到 ±0.002-±0.005mm,在设备良好的情况下最高可达 0.5μm。
发布日期:2025-08-28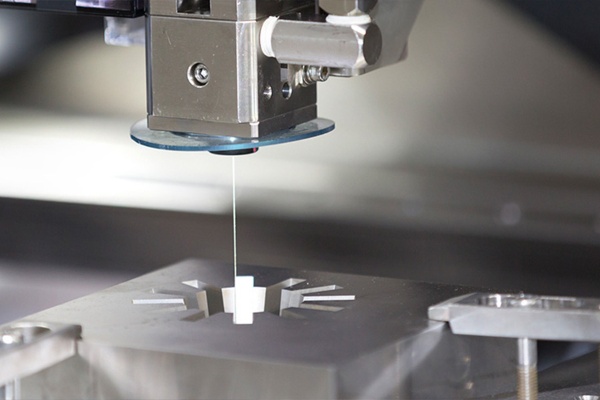
核心应用领域1. 模具制造(最主要场景)覆盖冷冲模(凸凹模、异形刃口)、塑料模(型腔、薄壁花纹件)、压铸模(耐热钢流道),解决高硬度(HRC50+)、复杂形状模具零件的加工难题。2. 精密机械与零部件加工航空航天钛合金薄壁件、仪器仪表微细轴(直径<1mm)、液压阀阀芯(公差 ±0.003mm),适配小批量、定制化及淬火钢 / 硬质合金等难加工材料零件。3. 电子与半导体制作半导体封装模具微细导柱(
发布日期:2025-08-28
线割是对线切割的简称,指一种加工方法。它是在电火花穿孔、成形加工的基础上发展起来的。是利用移动的金属丝(钼丝、铜丝或者合金丝)作电极丝,靠电极丝和工件之间脉冲电火花放电,产生高温使金属熔化或汽化,形成切缝,从而切割出零件的加工方法。主要特点线割加工与传统的车、铣、钻加工方式相比,有自己的特点:(1)直接利用0.03-0.35毫米金属线作电极,不需要特定形状,可节约电极的设计、制造费用;(2)不管工
发布日期:2025-08-28
电火花型腔加工包括锻模、压铸模、挤压模、胶木模、塑料模等。型腔加工比较困难,主要因为是不通孔加工,金属蚀除量大,工作液循环和电蚀产物排除条件差,工具电极损耗后无法靠进给补偿;其次是加工面积变化大,并且由于型腔复杂,电极损耗不均匀,对加工精度影响很大,因此型腔加工生产率低,质量难保证。为了提高型腔的加工精度,在电极方面,要使用耐蚀性高的纯铜和石墨作电极。此外,一些小型塑料模具的表面磨砂处理也使用电火
发布日期:2025-08-28
穿孔加工是电火花加工中应用最广的一种,常用于加工型孔(圆孔、方孔、多边形孔、异形孔)、曲线孔、4qL、微孔等,例如冷冲模、拉丝模、挤压模、喷嘴、喷丝头上的各种型孔和小孔。穿孔的尺寸精度主要靠工具电极的尺寸和火花放电的间隙来保证,电极的截面轮廓尺寸要比预定加工的型孔尺寸均匀缩小一个加工间隙,其尺寸精度要比工件高一级,一般不低于IT7级,表面粗糙度值要比工件小,且直线度、平面度和平行度在100 mm长
发布日期:2025-08-28专注高精密零部件制造商,支持来图来样来料加工
加工定制专注精密零部件的定制、加工、制造
来图定制严格按照图纸和样品的尺寸规格生产
工艺精湛模具零件加工尺寸精度误差可控制在0.001MM
快速出样生产工艺严谨规范,快速打样,准时发货
 邮箱:dixinmojupeiian@163.com
邮箱:dixinmojupeiian@163.com 地址:广东省东莞市大朗镇犀牛陂甲田横一路2号
地址:广东省东莞市大朗镇犀牛陂甲田横一路2号
官方微信
Copyright © 2020-2026帝鑫技术(广东)有限公司 粤ICP备2023030564号 sitemap 专题


